Common Flexible Packaging Structures and Their Typical Applications
When discussing flexible packaging, many brand owners and buyers focus heavily on individual materials, such as PET, PE, aluminum foil, or kraft paper. However, in real-world packaging engineering, performance is rarely determined by a single, isolated material.
What truly dictates a package’s success is its laminated structure—the strategic combination of different material layers to achieve an optimal balance of barrier protection, sealability, mechanical durability, printability, and cost efficiency. Two packages may appear identical from the outside, yet perform contrastingly because their internal structures are engineered for entirely different applications.
Understanding these common packaging structures can help brands make more informed, data-driven decisions when developing new products or optimizing existing supply chains.
Why Packaging Structures Matter
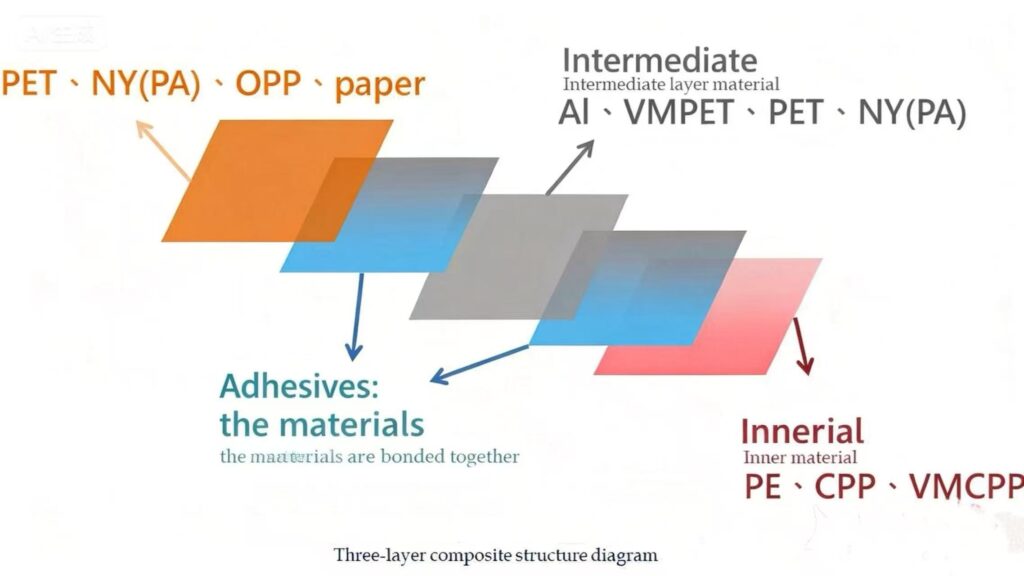
Each layer in a multi-layer flexible packaging structure is engineered to serve a distinct, specialized purpose:
-
The Outer Layer: Typically provides a high-quality printing surface, dimensional stability, and initial mechanical strength.
-
The Middle Layer(s): Functions as the primary functional barrier, controlling the MVTR (Moisture Vapor Transmission Rate) and O2TR (Oxygen Transmission Rate), while protecting the contents from light degradation.
-
The Inner Layer: Responsible for heat-sealing integrity, puncture resistance from the inside, and direct, food-safe product contact.
Rather than relying on a single material to perform all these contradictory functions, modern converting technologies laminate multiple substrates together. This engineered approach allows manufacturers to precisely customize packaging according to specific product characteristics, shelf-life targets, and global distribution conditions.
1. PET/PE: The Economical Standard for General Packaging
One of the most foundational and cost-effective structures in the industry is the two-layer PET/PE laminate.
-
PET (Polyethylene Terephthalate): Acts as the outer layer, offering excellent printability, high stiffness, and thermal resistance during the sealing process.
-
PE (Polyethylene): Serves as the flexible inner sealant layer, providing reliable hermetic seals at optimized temperatures.
Typical Applications:
Dry foods, bakery products, confectionery, and general fast-moving consumer goods (FMCG).
Note: While highly economical, its barrier performance against gas and moisture is limited. For products highly sensitive to oxidation or humidity, a third barrier layer must be introduced.
2. PET/MPET/PE: The High-Efficiency Shield for Coffee and Snacks
When brands require enhanced barrier properties without incurring the higher costs or rigid handling characteristics of solid aluminum foil, PET/MPET/PE is the industry’s go-to choice.
-
MPET (Metallized PET): A polymer film deposited with a microscopic layer of aluminum vapor. It drastically reduces both MVTR and O2TR compared to standard transparent films, while adding a premium metallic aesthetics.
Typical Applications:
Ground and whole-bean coffee, salty snacks, nuts, pet food, and sensitive powdered formulas.
In addition to gas barriers, the opaque metallized layer provides substantial light protection, effectively preventing lipid oxidation and preserving product freshness over an extended shelf life.
3. PET/AL/PE: The Ultimate High-Barrier Fortification
For products that demand maximum shelf-life security, the three-layer PET/AL/PE structure remains the gold standard for high-barrier performance.
-
AL (Aluminum Foil): A solid metal barrier layer that offers a near-zero transmission rate. It provides a absolute barrier against oxygen, moisture, and 100% of UV and visible light waves.
Typical Applications:
Pharmaceuticals, medical devices, high-value nutritional supplements, freeze-dried technical foods, and highly volatile chemical ingredients.
The Trade-off: This structure involves higher raw material costs and eliminates product visibility (transparency). However, for products where active ingredient degradation is not an option, the investment in aluminum foil is fully justified.
4. PA/PE (or BOPA/PE): Engineered for Heavy-Duty & Vacuum Applications
When a packaging application demands extreme physical resilience and puncture resistance, utilizing PA (Polyamide/Nylon) or BOPA (Biaxially Oriented Polyamide) is the most professional and structurally sound approach.
-
PA/BOPA: Renowned for its exceptional toughness, gas barrier properties, high tensile strength, and superior puncture resistance.
Industry Insight: In real-world converting, a PA/PE or BOPA/PE structure is often sufficient because BOPA itself delivers a superb printing surface alongside its mechanical toughness. This eliminates the redundant weight and cost of an extra PET layer, optimizing the material’s density and cost accounting for export shipments.
Typical Applications:
Vacuum-packed frozen seafood, raw meats, heavy pet kibble, and processed foods with sharp or rigid edges. Its outstanding mechanical durability ensures package integrity under rigorous transit, drops, and cold-chain handling.
5. Kraft Paper/PE: Marrying Aesthetics with Functionality
As global consumer demand shifts toward eco-conscious branding, kraft paper laminates have witnessed a massive surge in popularity.
-
Kraft Paper Outer Layer: Offers a tactile, earthy, and premium “natural” visual appeal on the retail shelf.
-
PE Inner Layer: Provides the essential moisture barrier and thermal sealability that raw paper lacks.
Typical Applications:
Artisanal coffee bags, organic whole grains, premium pet treats, and dry botanical blends.
Note: While kraft paper creates an immediate sustainable brand perception, its long-term barrier capabilities depend entirely on whether an additional hidden barrier layer (like MPET or EVOH) is laminated between the paper and the PE.
6. Mono-Material PE Structures: The Future of Circular Packaging
Driven by strict international recycling mandates and corporate ESG commitments, the industry is rapidly transitioning toward Mono-Material PE structures.
Unlike traditional multi-material laminates (which are difficult to separate and recycle), mono-material packaging utilizes advanced, specialized grades of polyethylene (such as MDO-PE combined with LLDPE) to form a single-polymer family package.
-
Advantages: 100% recyclable within existing PE recycling streams, simplified waste recovery, and full alignment with global sustainability initiatives.
Typical Applications:
Liquid household detergents, personal care pouches, and select dry food applications. Achieving the exact MVTR/O2TR profiles of traditional multi-material films remains an evolving frontier, but it represents the definitive future of sustainable flexible packaging.
The Noupack Perspective: True Optimization Lies in “Material-Machine Synergy”
At Noupack, we believe that selecting the “best” packaging structure goes far beyond looking at a material data sheet. A common pitfall for many brands is over-engineering their packaging—paying a premium for excessive barrier layers—or under-engineering it, which leads to premature product spoilage and costly transit damage. The true benchmark of an optimized packaging structure is the perfect alignment between the film’s physical properties, the product’s actual biological shelf-life requirements, and the manufacturing environment.
More importantly, our extensive experience in international export has taught us a vital truth: Flexible materials cannot be decoupled from the machinery that runs them.
This is where Noupack’s unique competitive edge comes to the fore. Through our close sister-company alliance with Roupack—a premier provider of automated flexible packaging machinery—we engineered our films through the lens of Material-Machine Synergy.
We don’t just formulate a film; we know exactly how that film will behave when subjected to the high-speed pulling forces, jaw pressures, and thermal sealing cycles of a Horizontal or Vertical Form-Fill-Seal (HFFS/VFFS) machine. By bridging the gap between material science and mechanical automation, Noupack ensures that your customized packaging structure not only protects your product flawlessly on the shelf but also maximizes your OEE (Overall Equipment Effectiveness) on the factory floor, minimizing downtime and film waste.
Whether you are looking to lower your shipping costs, transition to a fully recyclable mono-material, or solve a persistent sealing failure, contact the Noupack technical team today. We deliver the precise structural engineering your brand needs to succeed globally.