The global food industry constantly strives to deliver fresh, high-quality products while minimizing spoilage and waste. In today’s discerning markets, the drive for extended shelf life goes far beyond traditional packaging. This ambition has spurred significant innovations in barrier technologies, moving beyond conventional methods to preserve the very essence of quality, flavor, and nutritional value in diverse food products.
The Limitations of Conventional Barriers
Historically, packaging relied on basic materials like polyethylene (PE) for moisture control or simple laminates for modest oxygen protection. While these were sufficient for some products, they’re increasingly inadequate for sensitive foods or the demands of extended supply chains.
The primary shortcomings include:
- Inadequate Gas and Moisture Protection: Many single-layer films or basic laminates offer insufficient defense against oxygen and moisture vapor. Oxygen causes oxidation, flavor degradation, and nutrient loss, while moisture leads to staling, mold growth, or textural changes.
- Vulnerability to Light Degradation: Transparent packaging often provides inadequate defense against ultraviolet (UV) light, which can degrade vitamins, cause off-flavors, and fade colors in light-sensitive foods.
- Aroma Compromise: Some conventional materials can absorb (scalp) desirable aromas from food or allow volatile flavor compounds to escape, diminishing the sensory experience.
- Recyclability Challenges: A significant hurdle with many traditional multi-layer plastics is their inherent difficulty in recycling. Laminates combining dissimilar plastics or integrating aluminum foil layers are often impossible to separate economically, contributing to waste.
- Mechanical Weakness: Certain materials may lack the mechanical strength needed to withstand the rigors of handling and transport, risking punctures or tears that compromise barrier integrity.

These limitations necessitate a paradigm shift towards more sophisticated, multi-functional barrier solutions that address diverse degradation pathways and align with evolving sustainability mandates.
Innovative Barrier Materials: Next-Generation Solutions
The cutting edge of packaging innovation focuses on materials that offer superior protection while increasingly integrating environmental considerations.
- Ultra-High Barrier (UHB) Films: These are essential for extended shelf life. Beyond standard metallized films, UHB films leverage sophisticated deposition technologies:
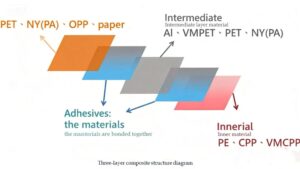
- Transparent Inorganic Coatings: Technologies like Silicon Oxide (SiOx) and Aluminum Oxide (AlOx) are deposited as ultra-thin, transparent layers onto plastic films (e.g., PET, OPP, Nylon). These coatings provide exceptional barriers against oxygen and moisture, comparable to aluminum foil, but with the added benefit of transparency, allowing consumers to see the product. This is highly valued for visually appealing premium foods.
- High-Density EVOH (Ethylene Vinyl Alcohol): While EVOH has long been a barrier staple, advancements in co-extrusion technology allow for thinner, yet more effective, EVOH layers within multi-layer structures, offering outstanding oxygen barrier properties, particularly at lower humidity levels.
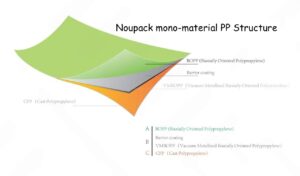
- Mono-Material Barrier Films: A critical leap for sustainability, these films are designed to achieve high barrier properties using only one type of polymer (e.g., all-PE or all-PP). This allows the entire flexible package, like a stand-up pouch, to be recycled in existing plastic recycling streams where appropriate infrastructure is available. This is a pivotal goal for a circular economy.
- Bio-based and Compostable Barriers: For specific markets or sustainability objectives, development is accelerating in barrier layers derived from renewable resources:
- Nano-cellulose: Extracted from plant fibers, nano-cellulose offers excellent barrier properties against oxygen and grease, and can be used as a coating or integrated into film structures.
- Plant Proteins: Proteins from sources like corn or soy are being developed into edible or biodegradable films and coatings with promising barrier capabilities.
- PHA (Polyhydroxyalkanoates): A polyester produced by microorganisms, PHA is fully biodegradable and offers promising barrier properties for various applications, especially where full compostability is desired.
- Barrier Coatings on Paper/Board: To support the growing trend towards paper-based packaging, advanced coatings are applied to paper and cardboard to provide necessary grease, moisture, and gas barriers. These innovations enable paper-based packaging to be used for more demanding food applications, with coatings engineered for recyclability with paper or easy separation from the paper substrate. This allows for aesthetically pleasing options like Kraft paper stand-up pouches to gain functional strength.
These innovative materials are enabling packaging solutions that not only extend shelf life but also align with the growing consumer demand for more eco-friendly options.

Active and Intelligent Packaging Technologies: Dynamic Protection
Beyond passive barrier protection, active packaging and intelligent packaging actively interact with the product or its environment to enhance preservation and provide real-time information.
- Active Packaging Systems: These systems continuously modify the environment within the package to preserve food quality.
- Oxygen Scavengers: Small sachets or integrated polymers that chemically absorb residual oxygen inside the package, preventing oxidation and extending the shelf life of highly sensitive products like roasted coffee beans (often found in coffee bags with air valves), nuts, and fresh pasta.
- Moisture Absorbers: Desiccant packets or films that control humidity, preventing staling or sogginess in moisture-sensitive foods like crackers or dried snacks.
- Ethylene Scavengers: For fresh produce, these absorb ethylene gas, a ripening hormone, thus slowing down the ripening process and extending freshness.
- Antimicrobial Agents: Release compounds that inhibit microbial growth on the food surface or within the package headspace.
- Intelligent Packaging Systems (Smart Packaging): These systems monitor food condition or provide information about its history.
- Time-Temperature Indicators (TTIs): Visual indicators (often a color change) on the packaging that irreversibly react to cumulative temperature exposure, showing if a product has been stored outside safe temperature ranges during transit or storage.
- Freshness Indicators: Sensors or labels that change color based on the presence of spoilage metabolites (e.g., amines from decaying fish), providing a direct visual cue of freshness.
- Traceability Features: QR codes, RFID tags, and NFC chips provide detailed product information, origin stories, nutritional data, authenticity verification, and supply chain tracking, empowering consumers and improving logistics.
- Tamper-Evident Seals: Visual cues that indicate if the package has been opened or compromised, ensuring product safety and integrity.
Active and intelligent packaging systems transform packaging from a static container into a dynamic guardian and information hub, providing both enhanced preservation and consumer peace of mind.
Preserving Quality and Meeting Regulatory Demands
For premium food products, preserving sensory attributes like texture, aroma, and flavor is as crucial as preventing microbial spoilage. Advanced barrier technologies are precisely engineered to maintain the delicate balance of these characteristics. For instance, for high-end green tea, packaging must be a formidable barrier against oxygen and light to prevent oxidation and maintain its vibrant color and nuanced umami flavor. This often means using multiple layers with advanced transparent or metallized barriers, and potentially oxygen scavengers, within stand-up pouches or rigid containers.
Furthermore, any material or additive used in food packaging must comply with stringent regulations established by various food safety authorities globally. These regulations ensure a high level of chemical safety and are a critical factor for any company innovating in barrier technologies. Manufacturers must demonstrate material compliance and perform conformity testing according to established standards, making a deep understanding of these regulations essential for market access.
In conclusion, the evolution of barrier technologies beyond traditional methods is fundamentally transforming food preservation. From innovative multi-layer films and mono-material solutions to active components and intelligent tracking systems, these advancements offer unprecedented control over a product’s micro-environment. This not only extends shelf life and reduces food waste but also upholds the quality, safety, and brand integrity of premium food products, meeting the sophisticated demands of today’s consumers. The ongoing innovation in this field is critical for a future where products are delivered more sustainably, intelligently, and protectively than ever before.