In today’s rapidly evolving global food market, consumer demand for freshness, convenience, and sustainability is growing, making the role of food packaging more critical than ever. Among the various options, food-grade aluminum composite materials are profoundly changing product shelf life management and market presentation with their exceptional performance. This innovative material is not just a container; it’s a “guardian” for products from the production line to the consumer’s table.
Specialized Packaging Solutions for Different Food Categories: Beyond Standard Mylar
While traditional Mylar (polyester film) offers some barrier properties, its performance is often insufficient for foods requiring extreme protection. Food-grade aluminum composite materials combine the almost perfect barrier properties of aluminum foil with the flexibility and workability of plastic films, providing tailored solutions for various food categories. Whether it’s oxygen-sensitive coffee beans, moisture-prone spices, or light-sensitive nutritional supplements, aluminum composite materials offer an unparalleled barrier layer. They effectively prevent the penetration of moisture, oxygen, light, and odors, extending product shelf life from weeks to months or even years. This specialized capability goes beyond the limitations of single materials, ensuring consistent food quality in diverse environments.
Sustainable Alternatives to Traditional Mylar: Eco-Friendly Food Packaging Options
With increasing global concern for environmental issues, sustainability has become a core driver in the packaging industry. While traditional aluminum composite materials can be complex to recycle due to their multi-layered structure, the industry is actively exploring and developing more environmentally friendly alternatives. New food-grade aluminum composite materials are evolving towards “easy-to-recycle” and “compostable” options. For instance, by reducing the number of composite layers, using single polymers as primary components, and incorporating more easily separable adhesives, the recycling process becomes feasible. Furthermore, bio-based materials and biodegradable composite films are continuously emerging. These new materials provide necessary barrier properties while being able to return to nature under specific conditions, offering small-batch food producers more economical and eco-friendly choices and helping brands enhance their green image.

Packaging Strategies for Small-Batch Food Producers: Cost-Effective Solutions
For small-batch food producers who prioritize artisanal quality and unique flavors, packaging is more than just a container; it’s a vehicle for their brand story. Cost-effective packaging strategies are therefore crucial. Flexible packaging formats made from food-grade aluminum composite materials, such as stand-up pouches and flat-bottom pouches, have lower initial investment and unit costs compared to glass jars or metal cans. Their lightweight nature significantly reduces transportation expenses and makes storage easy. With flexible on-demand printing and lower minimum order quantities, small-batch producers can quickly adjust packaging designs based on market feedback, enabling precise marketing. Choosing the right composite materials and simplifying the packaging structure can effectively control costs while ensuring product quality, allowing more specialty foods to reach the market.
Standing Out on the Shelf: Using Custom Packaging Design for Brand Differentiation
In a fiercely competitive market, packaging is the first bridge between a product and the consumer. Custom packaging design is a powerful tool for brand differentiation. The flexible nature of food-grade aluminum composite materials offers endless design possibilities. High-definition printing technology can perfectly render complex patterns, vibrant colors, and brand stories, making products shine on the shelf. From unique pouch shapes (like shaped pouches) to innovative surface finishes (like matte, gloss, spot UV), and tactile textures, these design elements can stimulate consumer desire and create an emotional connection with the brand. A well-designed aluminum composite package can instantly convey a product’s uniqueness, quality, and brand value, making it recognizable and memorable at a glance.
Premium Packaging for Artisanal Foods: Elevating Perceived Value Through Materials
Artisanal foods are highly sought after for their unique flavors, craftsmanship, and limited production, and their packaging must match the product’s premium positioning. Food-grade aluminum composite materials can significantly elevate the perceived value of products through their excellent texture and visual appeal. The distinctive metallic luster of aluminum foil, combined with sophisticated printing techniques, can create a luxurious and professional aura. Furthermore, the robust feel and superior barrier properties of the composite material imply the excellent quality and rigorous preservation measures of the product inside. Whether it’s coffee, chocolates, craft teas, or specialty condiments, high-end aluminum composite packaging not only protects the product’s integrity but also conveys a commitment to quality to consumers, thereby supporting higher pricing and brand image.
Modern Sealing Technologies for Food Preservation: From Heat Sealing to Vacuum Methods
The performance of packaging materials must be combined with efficient sealing technologies to maximize preservation. Food-grade aluminum composite materials exhibit excellent heat-sealing properties, making them ideal for modern sealing techniques:
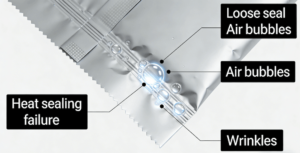
- Heat Sealing: This is the most common sealing method, where precisely controlled temperature, pressure, and time are applied by heated seal bars to fuse the inner sealant layers (usually PE or CPP) of the composite film, forming a strong, airtight seal.
- Vacuum Sealing: Particularly suitable for meats, seafood, or products requiring an extended shelf life. Before sealing, air is removed from the package, eliminating oxygen, which significantly inhibits the growth of aerobic microorganisms and oxidative reactions. The robustness and superior barrier properties of aluminum composite materials make them ideal for vacuum packaging, maintaining structural integrity even under extreme negative pressure.
- Ultrasonic Sealing: Some newer technologies use high-frequency vibrations to generate localized heat for sealing, suitable for heat-sensitive products or when a cleaner seal line is desired.
These modern sealing technologies, combined with aluminum composite materials, collectively build a powerful protective barrier for products.
Performance of Barrier Packaging in Extreme Conditions: Heat, Humidity and Altitude
Food packaging often faces complex environmental challenges, especially during transportation and storage. Food-grade aluminum composite barrier packaging performs exceptionally well under extreme conditions:
- Heat: Aluminum foil effectively reflects heat, protecting contents from external high temperatures and helping to maintain stable internal product temperatures, which is particularly important for products requiring ambient storage.
- Humidity: The dense molecular structure of aluminum foil makes it almost completely impermeable to water vapor, effectively preventing products from becoming damp or deteriorating in humid environments.
- Altitude: At high altitudes, reduced atmospheric pressure can cause packaging to swell or even burst. The structural strength and superior sealing of aluminum composite materials enable them to better withstand internal and external pressure differences, maintaining package integrity and product safety.
This comprehensive protective capability makes food-grade aluminum composite materials an ideal choice for navigating the complexities of global supply chains.
Clear Window Technology in Barrier Packaging: Showing Products While Maintaining Protection
Consumers often want to see the product itself when purchasing food. Traditional barrier packaging (especially those containing aluminum foil) is typically opaque, limiting product visibility. However, with technological advancements, “clear window” technology has been successfully applied to high-performance barrier packaging. By embedding high-barrier transparent films (such as transparent EVOH or high-performance aluminum/silicon oxide coated films) in specific areas of the composite material, while maintaining the aluminum composite’s barrier properties in other sections, packaging can provide robust protection while meeting consumers’ “see-before-you-buy” demand. This innovation allows brands to confidently display the product’s appearance, color, and texture without sacrificing shelf life or product integrity.

Beyond Oxygen Absorbers: Advanced Freshness Technology for Modern Food Packaging
In the past, oxygen absorbers were an effective means of extending food shelf life. However, modern food packaging technology has moved beyond single-use oxygen absorbers, developing more integrated and proactive freshness strategies. Food-grade aluminum composite materials play a central role in this evolution:
- Active Packaging: In addition to passive barrier properties, aluminum composite packaging can integrate active functions, such as adding oxygen scavengers or humidity regulators within the film, or using materials that release antimicrobial agents, thereby actively inhibiting microbial growth or oxidation.
- Modified Atmosphere Packaging (MAP): During the packing process, air is removed from the package and replaced with a specific proportion of gases like nitrogen or carbon dioxide, creating an inert or microbial-inhibiting environment. The excellent gas barrier properties of aluminum composite materials are key to achieving MAP effectiveness.
- Intelligent Packaging: In some high-end applications, time-temperature indicators or freshness indicators might be embedded within the packaging. Consumers can then assess the product’s freshness by observing color changes, enhancing trust.
These technologies, combined with aluminum composite materials, collectively form multiple lines of defense, maximizing food freshness and taste.
Sensory Marketing Through Packaging: Creating Multi-Sensory Customer Experiences
In an increasingly saturated market, sensory marketing through packaging offers brands unique differentiation opportunities. Food-grade aluminum composite materials are not only visually striking (with high-definition printing, unique luster) but can also create exceptional experiences across other sensory dimensions:
- Tactile: The substantial feel of composite materials, along with matte or textured surfaces, can provide a high-quality tactile experience, enhancing the product’s “hand feel.”
- Auditory: The crisp tearing sound when opening a sealed package can suggest freshness and the integrity of the seal.
- Olfactory: The superior barrier properties ensure the complete preservation of the product’s internal aroma, which is fully released upon opening, providing a delightful olfactory experience for consumers.
- Visual: Beyond design, clear window technology allows the product’s color and texture to be fully visible, stimulating appetite.
Through carefully planned packaging design, food-grade aluminum composite materials can transform a simple purchase into a multi-sensory, immersive experience, thereby deepening consumer recognition and loyalty to the brand.
Conclusion
Food-grade aluminum composite materials have evolved beyond merely being a packaging material; they are a key driving force behind significant advancements in product preservation, brand building, and consumer experience within the modern food industry. Their core value is evident in everything from their excellent barrier properties to their evolving sustainability, cost-effective solutions for small-batch producers, and reliable performance under extreme conditions. Within the framework of stringent food safety regulations and combined with modern sealing technologies, clear window technology, and advanced preservation strategies, aluminum composite materials enable brands to present high-quality foods to global consumers in a more appealing, safer, and environmentally conscious manner. In a rapidly changing global market, and within high-standard consumer hubs like Tokyo, Japan, the innovation and application of aluminum composite materials will continue to provide powerful momentum for the future development of the food industry.